


1、 One of the achievements in the research and application of vertical extrusion casting technology: automotive front subframe
The company conducted research and development on the front subframe of a certain automobile manufacturer from June 2013 to August 2014, achieved through the use of vertical extrusion casting technology and 2500 ton vertical extrusion casting equipment.
The front subframe is an important safety component in the automotive chassis system, serving as a crucial load-bearing part for supporting the axle and suspension bracket. Its position is shown in Figure 1.

Figure 1: Position of the front subframe in the automotive chassis system
The prototype of the front subframe blank is shown in Figure 2

Figure 2: Front subframe blank diagram
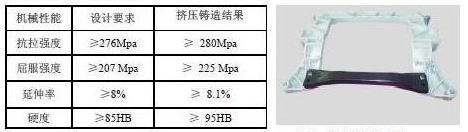
R&D achievements: The finished product of the front subframe and the performance indicators achieved through R&D trial production are shown in Figure 3 and the table below.
Application situation: This part has been successfully applied to a car manufacturer's sedan and is awaiting mass production and supply.
2、 Research and Application Achievements of Vertical Squeeze Casting Process Part 2: Engineering Machinery Gearbox
The company conducted research and development on the gearbox and cover of construction machinery from November 2013 to May 2014, achieved through the use of vertical extrusion casting technology and 2000 ton vertical extrusion casting equipment.
Gearboxes are key load-bearing structural components in industries such as construction machinery and elevators.
The technical requirements for its gearbox are as follows:
Maximum contour size: 435 × 272 × 230mm;
N flange size: upper flange outer diameter Φ 150mm, lower flange inner diameter Φ 85mm;
Aperture: spiral cone hole with a diameter of 94mm, main shaft gear mouth with a diameter of 125mm;
Wall thickness: The main thickness is 12mm, the thickest part is 30mm, and the minimum wall thickness is 10mm;
Weight: 14.6kg;
Tensile strength ≥ 280Mpa;
Elongation rate ≥ 4%;
Hardness ≥ 85HB;
The internal pinholes shall not exceed level 3;
The surface of the casting is not allowed to have cold insulation or cracks;
Material A357-T6.
Research and development achievements: After T6 treatment, the mechanical properties of the gearbox castings fully meet the design requirements, achieving a weight reduction of 40%, improving overall cleanliness, and enhancing heat dissipation. The parts are shown in Figure 4.

Figure 4: Parts diagram of gearbox and cover
Application situation: This part has been successfully applied to a certain model of elevator from Zoomlion Heavy Industry Science and Technology Co., Ltd., and has been mass-produced and supplied.
3、 Research and Application Results of Vertical Squeeze Casting Process Part 3: Clutch Housing
The company conducted research and development on automotive clutch housings from July 2013 to December 2013, achieved through the use of vertical squeeze casting technology and 550 ton vertical squeeze casting equipment.
The clutch housing of a car is a component that cuts off and transmits power between the engine and the car transmission system.
The technical requirements for the clutch housing are as follows:
Product size: outer diameter 150 mm, height 130 mm;
Structural features: There are sealing ring grooves on the inner sides of both ends, and more than thirty key teeth for transmitting power are cast in the inner cavity of the casting;
The sealing ring grooves on both ends are not allowed to have defects such as air holes, shrinkage holes, or looseness;
The internal cavity key tooth profile is not machined;
Requirements for airtightness;
Requirements for destructive testing;
The material is A383-T5.
Research and development achievements: The extruded casting after molding has no defects in appearance, and there are no strains on the inner cavity and splines. It has passed the acceptance of the customer's dedicated tooth profile inspection tool. By using X-ray inspection according to ASTM-E-505 standard to detect internal quality, casting defects are less than level 1.
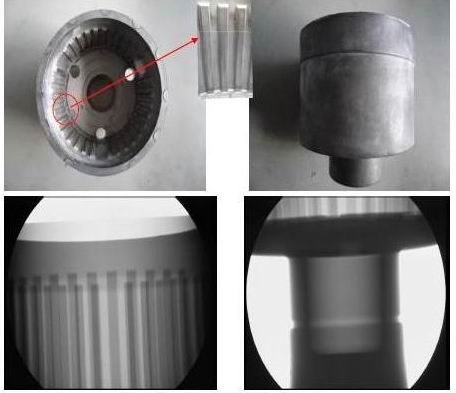
Figure 5: Diagram of gear accuracy and internal quality inside the clutch housing:
Application situation: This part has been successfully applied to a foreign brand of car and is awaiting mass production and supply.

Figure 6: Finished part drawing
 Official Wechat Public Number
Official Wechat Public Number